
<thead id="noepu"></thead>
發布時間:2026-06-08 訪問次數:11
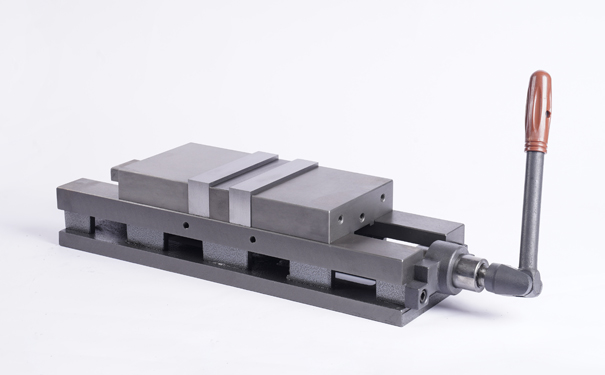
在機械加工和鉗工實訓中,平口鉗作為高頻使用的夾具,隨著使用時間的推移出現間隙變大、活動鉗口上翹或夾持工件偏移的現象,屬于正常的機械磨損過程。這通常是因為導軌面長期摩擦導致配合間隙增加,或是絲杠螺母機構產生松動所致。如果不及時調整,不僅會降低加工精度,還可能在切削力作用下引發工件滑動等安全隱患。因此,掌握鑲條的調整方法,是每位操作人員必備的技能。
一、認識平口鉗的鑲條結構
為了保持導向精度并減小摩擦,平口鉗的導軌滑動表面之間通常會留有適當的間隙。當間隙過大時,就需要依靠“鑲條”來進行補償調整。常見的鑲條主要分為平鑲條和斜鑲條(楔形鑲條)兩種。平鑲條為矩形截面,通過側面螺釘橫向移動來改變間隙;而斜鑲條具有微小的斜度(如1:40或1:100),通過縱向位移利用楔形增壓作用來均勻消除間隙。了解自己所使用的平口鉗采用的是哪種鑲條,是進行后續調整的前提。
二、鑲條間隙的具體調整步驟
對于采用平鑲條的平口鉗,首先應松開鎖緊螺母,然后轉動調整螺釘,推動平鑲條向導軌方向移動。在調整過程中,需不斷用塞尺檢驗鑲條與導軌面的間隙,直到達到合適的緊密度為止,最后務必旋緊鎖緊螺母以固定位置。如果是斜鑲條結構,則需通過調節兩端的螺釘帶動鑲條作縱向移動。由于楔形結構的增壓效應,調整時應細心操作,避免施加過大的橫向壓力導致運動卡滯。同時,若平口鉗帶有壓板裝置,也可通過修磨刮研壓板結合面或增減墊片厚度來輔助調整垂直方向的間隙。
三、綜合排查與日常維護建議
需要特別注意的是,有時工件裝夾偏移或鉗口不平行的問題并非單純由導軌間隙引起。在調整鑲條前,應先清理鉗口及工件基準面上的鐵屑、毛刺和油污,確保貼合面無異物。此外,還需檢查絲杠傳動機構是否松動以及鉗體底座的安裝螺栓是否緊固。在日常使用中,定期清潔導軌面并涂抹適量潤滑油,可以有效減緩磨損速度。如果經過反復調整后間隙依然無法消除,或者發現鉗口已發生嚴重變形與崩缺,則說明部件已達到使用壽命極限,應及時更換相關配件以保障作業安全與加工質量。